Bajar
formato pdf. Edición: John Amendola Sr.
Artec-Machine Systems.
Este artículo está dirigido a personal de mantenimiento mecánico con
un nivel de entrenamiento superior al normalmente requerido según se describe
en el artículo anterior, “Inspección
de Reductores de Velocidad Para quienes no son Especialistas”. Se requieren
conocimientos específicos para verificar y registrar el patrón de contacto
entre los dientes de los engranes para permitir al personal de mantenimiento
dar seguimiento a la evolución del deterioro de los engranes en el tiempo. Esta
información, completa y precisa, puede enviarse a especialistas en engranes
para que elaboren el análisis, el diagnóstico, el reporte de problemas
potenciales y las recomendaciones de las actividades correctivas a ejecutar.
Los cálculos de la capacidad de los engranes suponen que en condiciones de operación, la carga se distribuirá en forma homogénea en toda la superficie de contacto de los dientes. Si el contacto es deficiente, habrá un incremento de los esfuerzos en zonas localizadas de las superficies de los dientes, y por ello, una reducción en la vida útil del engrane. Este artículo aborda las razones y consecuencias de una mala distribución de la carga, y la forma correcta de hacer una inspección del contacto entre dientes.
1. CONTACTO ADECUADO
Si una superficie soporta una carga en forma homogénea, los
esfuerzos de contacto estarán dados por la carga dividida entre la superficie, que
normalmente se miden en kg/cm2, Mpa o lb/in2 (PSI).


Este es un ejemplo en que la distribución de la carga no es homogénea. El esfuerzo de contacto va incrementando hacia el lado derecho de la superficie.
2. CAUSAS DEL CONTACTO INADECUADO
Varios factores pueden provocar una mala distribución de la carga.
2.1.- DESALINEACIÓN DE LOS EJES


Photo courtesy GEARTECH ©
En este ejemplo, la desalineación provocó concentración de la carga en 2003. el lado izquierdo de los dientes, dejando el lado derecho sin carga.
En cambio, si la desalineación ocurre en un plano perpendicular a la
carga, el patrón de contacto estará desplazado hacia la raíz del diente en un
extremo y hacia la punta en el otro.
2.2.- DEFORMACIÓN DE LOS ENGRANES EN OPERACIÓN.
Hay varias razones por las que los engranes se deforman durante la
operación:
1.
Elasticidad de los rotores
(conjunto de ejes y engranes)
a.
En flexión
b.
En torsión
2.
Diferencias de temperatura al
interior del engrane y a lo largo de los dientes.
3.
Deformación de la caja por
instalación defectuosa.
2.2.1.- La flexibilidad de los rotores permite dos tipos de
deformación:
La primera corresponde al momento flexionante que la fuerza de contacto con los dientes provoca sobre el conjunto eje-engrane, soportado en los extremos por rodamientos o chumaceras;
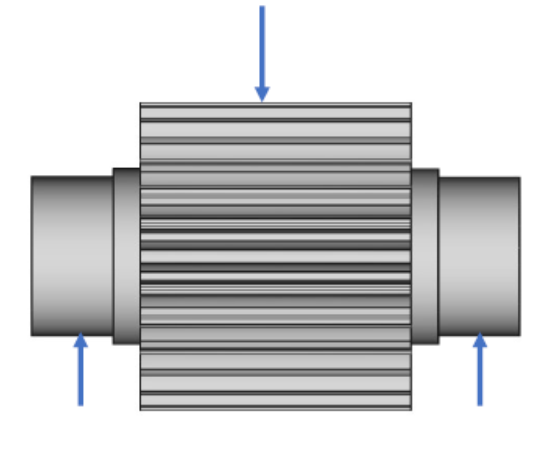
Y la segunda se debe al par torsional al que está sometido
|
|

2.2.2 DEFORMACIÓN TÉRMICA
Los engranes helicoidales tienen un efecto de bombeo que hace que el
aceite fluya en dirección paralela al engrane, provocando una diferencia en la
temperatura a lo largo del perfil de los dientes, y, con ella, una expansión
térmica dispareja a lo largo de este trayecto. Durante la operación se genera
calor dentro del reductor de velocidad por la fricción provocada por el batido
de la mezcla aire/aceite, que se comprime dinámicamente en el entramado de los
engranes; por el esfuerzo en corte de la película de aceite en los elementos de
los rodamientos y retenes; y por la fricción del aire con los engranes que
giran a muy alta velocidad. En unidades en que los engranes están parcialmente sumergidos
en el aceite, también se genera calor por el batido del lubricante que es provocado
por el movimiento de estos elementos dentro del aceite. El calor generado, que
incrementa la temperatura dentro del reductor de velocidad, se disipa por las
paredes de la caja y la circulación de aceite lo transfiere fuera de los puntos
en que se genera. Hay, entonces, una distribución dispareja de la temperatura
dentro del reductor de velocidad.

Geométricamente, tres puntos definen un plano y si
se introduce un cuarto punto, éste probablemente quedará fuera del plano.
Podemos observarlo en las patas una mesa, en la que una de ellas se tiene que calzar
para que las cuatro queden debidamente asentadas en el piso. Esto mismo puede
ocurrir en un reductor de velocidad, condición conocida como “soft foot”. Si
durante la instalación de aprietan todas las tuercas sin haber calzado la base
adecuadamente, la caja sufrirá una deformación, y la consecuente desalineación
en los rotores puede tener un impacto negativo en la distribución de la carga
sobre las superficies de contacto de los dientes.

2.2.4 MODIFICACIÓN DEL PERFIL DE LOS DIENTES
Los fabricantes pueden modificar el perfil de los dientes para optimizar
la relación deslizamiento/rodaje en el contacto entre engranes que, por ser
sometidos a grandes cargas o a velocidades muy elevadas en condiciones de
operación, sufren deformaciones pronunciadas. Aunque el contacto en condición
estática sea disparejo, las deformaciones del conjunto eje-engrane durante la
operación darán como resultado un contacto adecuado.

3. OTRAS MODIFICACIONES AL PERFIL DE LOS DIENTES.
Los dientes de los engranes son relativamente rígidos, multiplicando
el impacto de pequeños defectos de fabricación. Para compensarlos, se hacen
otras modificaciones al perfil de los dientes.
Para mitigar el impacto que se da en el momento en que los dientes
entran en contacto y en el que salen de él, se debe relevar tanto la punta como
la raíz del diente.

También se modifica el perfil de los dientes para compensar las deformaciones que se dan en operación por:
1.
Flexión del diente como
elemento soportado en voladizo
2.
Los esfuerzos de corte
provocados por la carga
3.
Errores de manufactura que
inciden en una posible concentración de esfuerzos
4.
Cargas de impacto provenientes
del motor o la máquina
5.
La fuerza centrífuga a la que
se somete a engranes que giran a muy alta velocidad
4. CAPACIDAD NOMINAL
Al hacer el cálculo de la capacidad nominal de un reductor de
velocidad, se parte del supuesto de que la carga estará distribuida en forma
homogénea en toda la superficie de los dientes, sin embargo, como hemos visto
hasta aquí, la calidad de los engranes desempeña un papel importante en vida
útil de los engranes. Pero las actividades diarias del personal de la planta
también tienen gran influencia en la vida útil de un reductor de velocidad (“Inspección
de Reductores de Velocidad Para quienes no son Especialistas”).
5. VERIFICACIÓN DEL CONTACTO ENTRE DIENTES.
Al notar una anomalía en su funcionamiento o al volver a armar un
reductor de velocidad al que se le han cambiado piezas, se debe verificar el
contacto entre los dientes en dos condiciones:
1.
Estática, con el reductor
detenido y carga mínima; y,
2.
Dinámica, con el reductor
operando, de preferencia a velocidad y con carga normal de operación.
5.1. La inspección estática se puede hacer con el
reductor destapado, pero los soportes, ya sean rodamientos o chumaceras, deben
estar bien colocados en su lugar.
5.1.1 PROCEDIMIENTO
a)
Limpiar los dientes con
solvente de secado rápido, deben estar libres de aceite
b)
Aplicar una película delgada de
fluido de verificación que no seque, como el Azul de Prusia de Dykem, en un
mínimo de tres dientes del engrane de baja velocidad (el más grande).
c)
Frenando con la mano uno de los
ejes, se hace girar el otro, también con la mano, hasta que el fluido de
verificación se transfiera a los dientes del engrane de alta velocidad. Luego
se invierte el sentido de giro para que el fluido se transfiera al flanco
opuesto.

Se debe tener cuidado de no aplicar demasiada tinta ya que el exceso se adhiere a las paredes del otro engrane mostrando un contacto pleno, aunque no lo haya.
En los engranes con perfil modificado, aunque el contacto sea adecuado en condiciones de operación, el resultado de la inspección estática mostrará un contacto disparejo. Algunos fabricantes proporcionan el patrón de contacto que deben tener sus engranes en la prueba estática. Si no se cuenta con esta información, se puede tomar el contacto del lado no sujeto a carga para determinar si los engranes están correctamente alineados. En todo caso se debe llevar el registro del patrón de contacto entre dientes para seguir su evolución en el tiempo.
El registro del patrón de contacto se hace mediante una cinta adherible transparente que cubra toda la superficie del diente.
1.
Colocar la cinta en los flancos
de los dientes a los que se ha transferido la tinta.
2.
Asegurarse de que la cinta esté
totalmente limpia, sin huellas digitales ni basura
3.
Frotar la cinta con un trapo limpio para
asegurar un contacto parejo y completo.
4.
Marcar la cinta para identificar
la punta y la raíz del diente,
5.
Colocar una hoja blanca de
papel, que sea unos 15cm más larga que el diente, sobre una superficie plana
6.
Separar la cinta comenzando en
un borde y haciendo con ella un ángulo pronunciado.
7.
Colocar la cinta sobre el papel
blanco.
8.
Identificar:
a. a.- El flanco con carga y el que no
soporta carga
b. b.- La punta y la raíz
c. c.- El lado del acoplamiento y el
lado libre


5.2. La inspección dinámica se hace con fluido de trazado. Esta tinta
seca rápidamente. La prueba se hace con el equipo en movimiento y debidamente
lubricado, de preferencia a velocidad y con carga de operación.
5.2.1 PROCEDIMIENTO:
a)
Limpiar los dientes con
solvente de secado rápido, éstos deben estar libres de aceite
b)
Aplicar una película delgada de
fluido de trazado Dykem de secado rápido, en ambos flancos de un mínimo de tres
grupos de tres dientes cada uno en ambos engranes
c)
Permitir que el fluido seque
(aproximadamente 2 minutos).

El patrón de contacto estará dado por las zonas en que se ha
desgastado el fluido de trasado.
6.- EVOLUCIÓN DEL DETERIORO
La inspección del contacto es necesaria durante el reensamblado y
alineación para que el reductor de velocidad trabaje adecuadamente una vez que
se ha vuelto a poner en operación. Es necesario también comparar los registros
a través del tiempo para observar la evolución del desgaste de engranes y
rodamiento. Una tendencia acelerada en el desgaste representa una señal de
advertencia para hacer ajustes y reemplazar partes oportunamente para mantener
la máquina produciendo partes dentro de especificación y para evitar los
costosos paros por fallas inesperadas.
7.- CONCLUSIÓN
La desalineación y las deformaciones impiden un contacto adecuado
entre los dientes y pueden acortar la vida útil de los engranes. Cuando el
personal de la planta reporta ruido, vibraciones o temperaturas anómalas;
cuando se reemplazan partes; o cuando se hacen ajustes a un reductor de
velocidad, se debe verificar el contacto de dos maneras: estática, con fluido
de verificación que no seca, haciendo girar los engranes con la mano y observando
el patrón en que el fluido se transfiere de un engrane al otro; y, dinámica,
con fluido de trazado que seca rápidamente, para observar el patrón de contacto
en operación normal. Estas inspecciones son necesarias durante el rearmado y
alineación del reductor de velocidad para asegurar su funcionamiento adecuado.
Comparando los registros a través del tiempo se puede evaluar la evolución del
desgaste de los engranes y rodamientos, dando advertencia de la necesidad de
hacer ajustes y reemplazar partes oportunamente para mantener la máquina dentro
de especificación y evitar costos paros por fallas inesperados.
AGRADECIMIENTO:
Este artículo está basado principalmente en la primera parte, “Load
Distribution”, del seminario “Gearbox Field Inspections”, AGMA GEAR EXPO – 25
OCT 2017, presentado por Artec-Machine Systems
REFERENCIAS
1.- https://www.horsburgh-scott.com/resources/PDFs/hs-maint-manual.pdf
2.- https://www.powertransmission.com/articles/0314/Best_Practices_for_Gearbox_Assembly_and_Disassembly/
3.- https://www.machinerylubrication.com/Read/28765/how-to-inspect-a-gearbox-
4.- https://www.engineerlive.com/content/top-10-tips-industrial-gearbox-inspection-and-maintenance
5.- https://fieldservicesengineering.co.za/gearbox-maintenance/
6.- .- https://webstore.ansi.org/SDO/AGMA?gclid=Cj0KCQiA7oyNBhDiARIsADtGRZYWHCXT9-PAX-wSTWUucvcovdbsBX5FYce-NdGmpqgtYP6F96ecO4waAsavEALw_wcB ASI/AGMA 1010-F14 Appearance of Gear Teeth –
Terminology of Ware and Failure. Febrero 2020
7.-https://www.geartechnology.com/issues/1192x/faure.pdf Classification of Type of Gear Tooth Wear –
Prat I
8.- https://www.geartechnology.com/issues/0193x/faure.pdf Classification of Type of Gear Tooth Wear –
Prat II
9.- The Speed Reducer Book Peerless-Winsmith
Inc. 1980
10.- Dietmar Sterns. “A Refined Method to check contact Patterns of gears guarantees Factory Quality Tooth Contact, But With Less Effort and Risk.” IPS 48° Turbomachinery & 35° Pump Symposia, 9 al 12 de septiembre del 2019.